

FUSION FABRICATION :
Palpage 3D d’un diamètre usiné, durant une configuration d’usinage, compensation outil, puis finition d’usinage
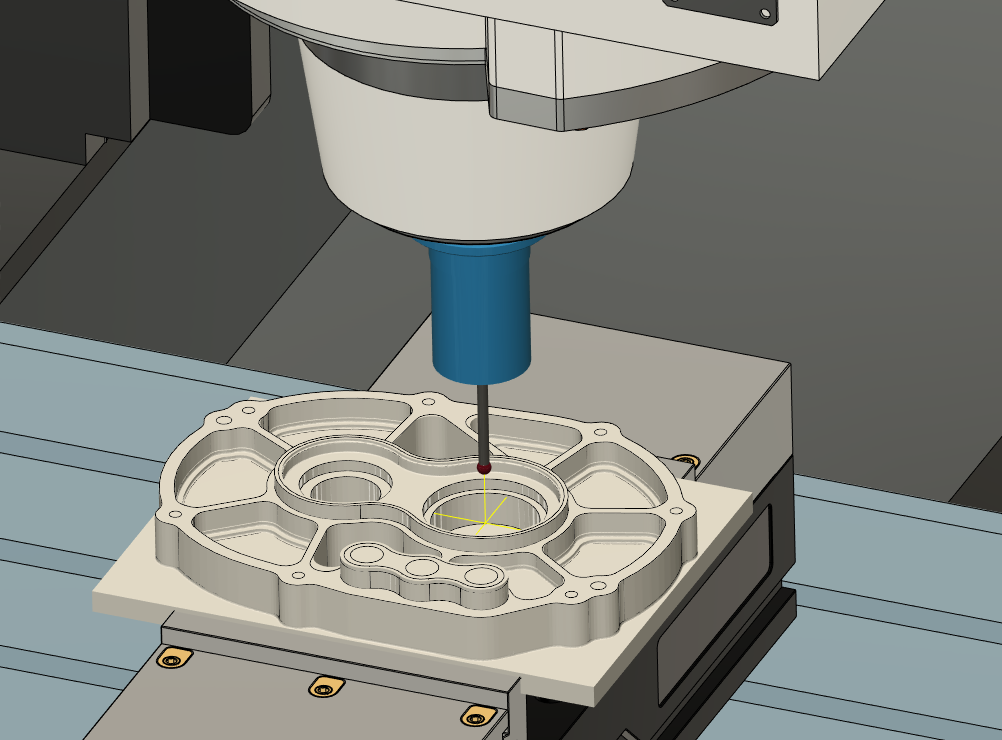
1- Introduction/contexte :
Pour certains usinages précis, il est parfois nécessaire de mesurer la cote théorique (après Ebauche) pour certifier que la mesure finale sera conforme après usinage final.
Fusion permet d’intégrer du contrôle CNC durant des parcours d’usinage :
Objectif :
- Garantir une pièce conforme et éviter les rebuts de réglage.
Exemple :
Je dois usiner un diamètre intérieur précis Ø44.45 H7.
Processus d’usinage :
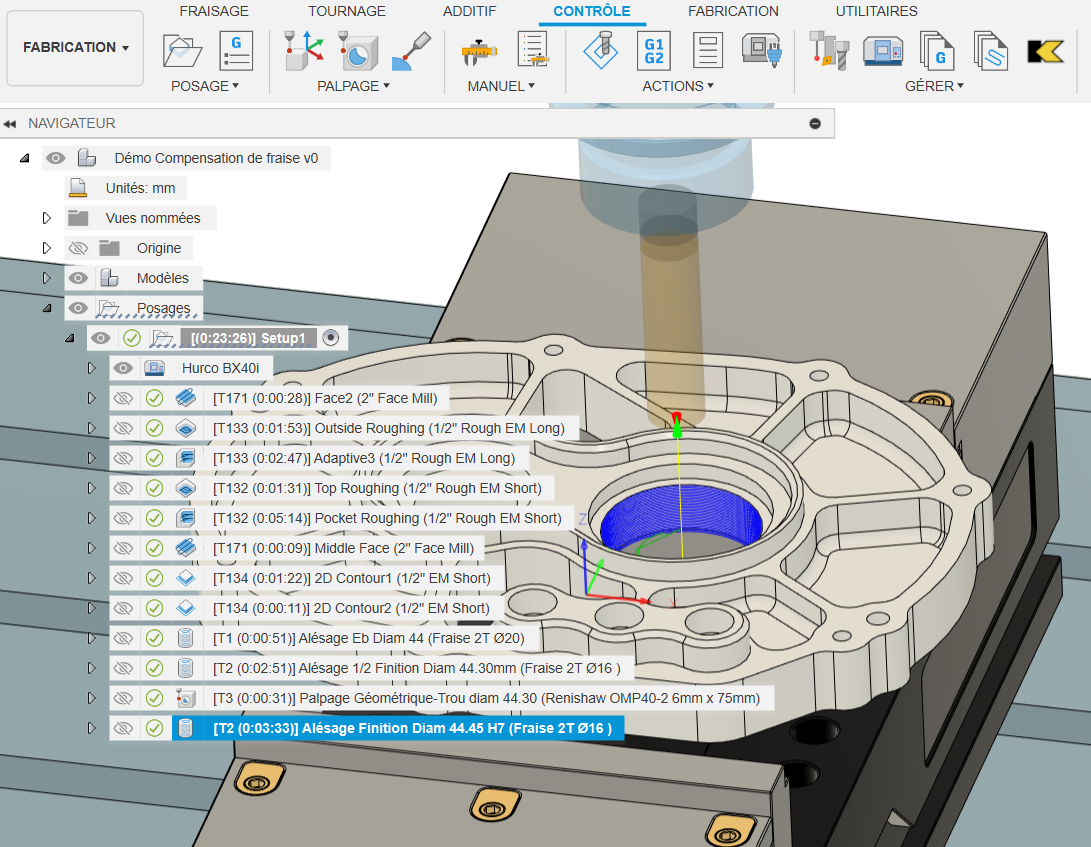
- Ebauche à Ø44 avec fraise T1 (Fraise 2 tailles Ø20)
- ½ Finition à Ø 44.30 avec Fraise T2 (Fraise 2 tailles Ø16
- Contrôle avec Palpeur 3D Renishaw du Ø44.30 théorique et compensation de la fraise T2 en fonction du résultat mesuré.
- Finition à Ø44.45 H7 avec fraise T2 compensée et corrigée.
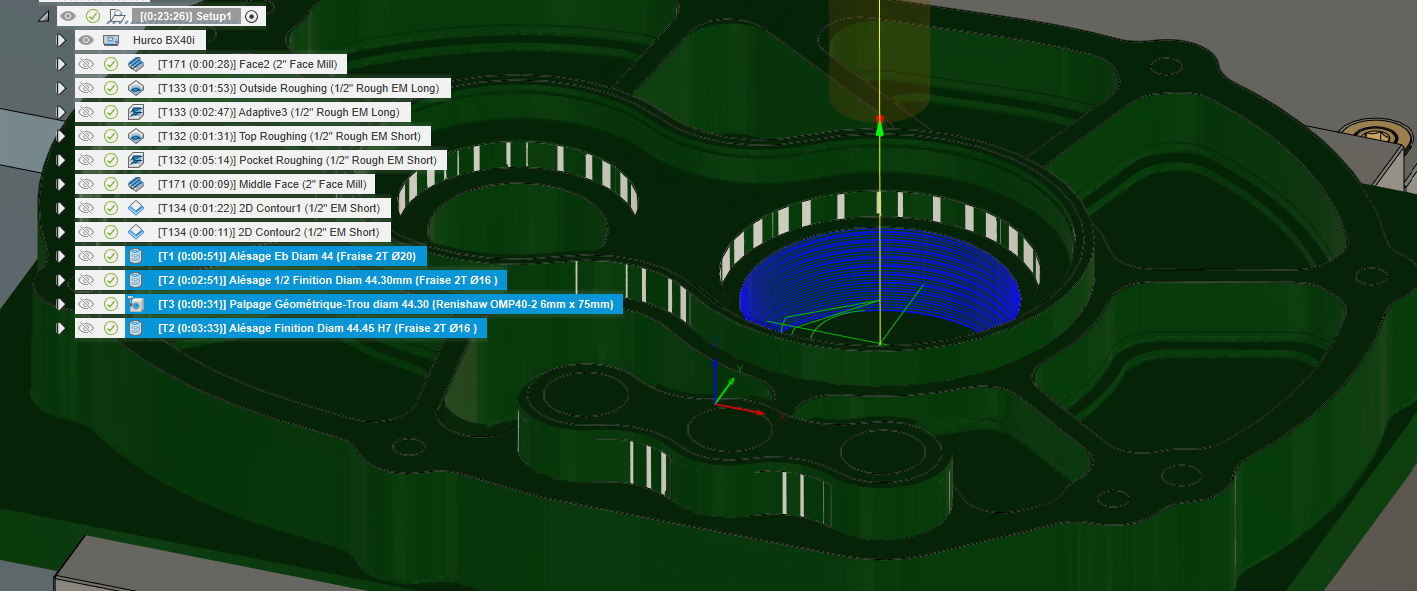
2- Le palpage géométrique dans Fusion :
Important : Le processus nécessite d’utiliser le même outil entre ½ finition et Finition.
La séquence de contrôle aura lieu entre les 2 opérations d’usinage.
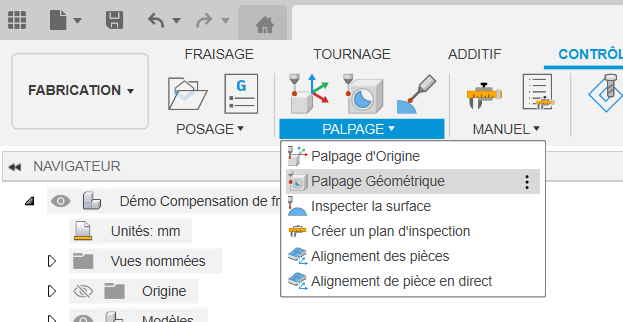
- Dans l’espace de travail FABRICATION, cliquez sur l’onglet CONTROLE.
- Cliquez ensuite dans le menu déroulant PALPAGE sur l’onglet « Palpage Géométrique »
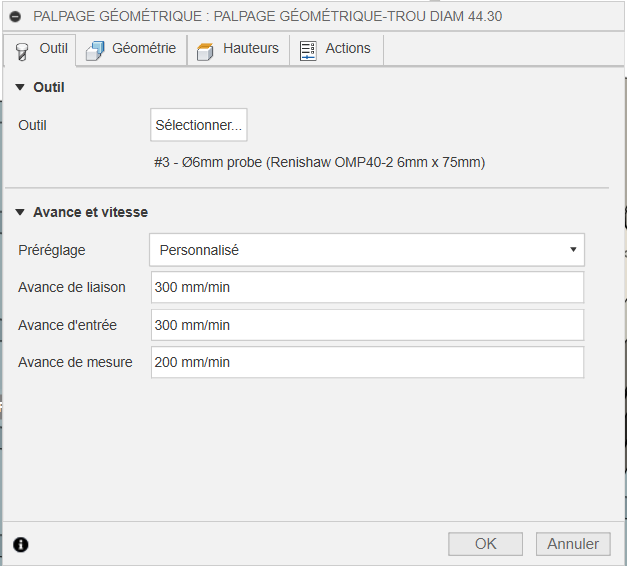
- Commencez par choisir dans l’onglet OUTIL le palpeur utilisé sur la machine-outil CNC (Exemple Renishaw avec stylet Ø6 Lg 75mm)
Puis définissez les vitesses d’avance :
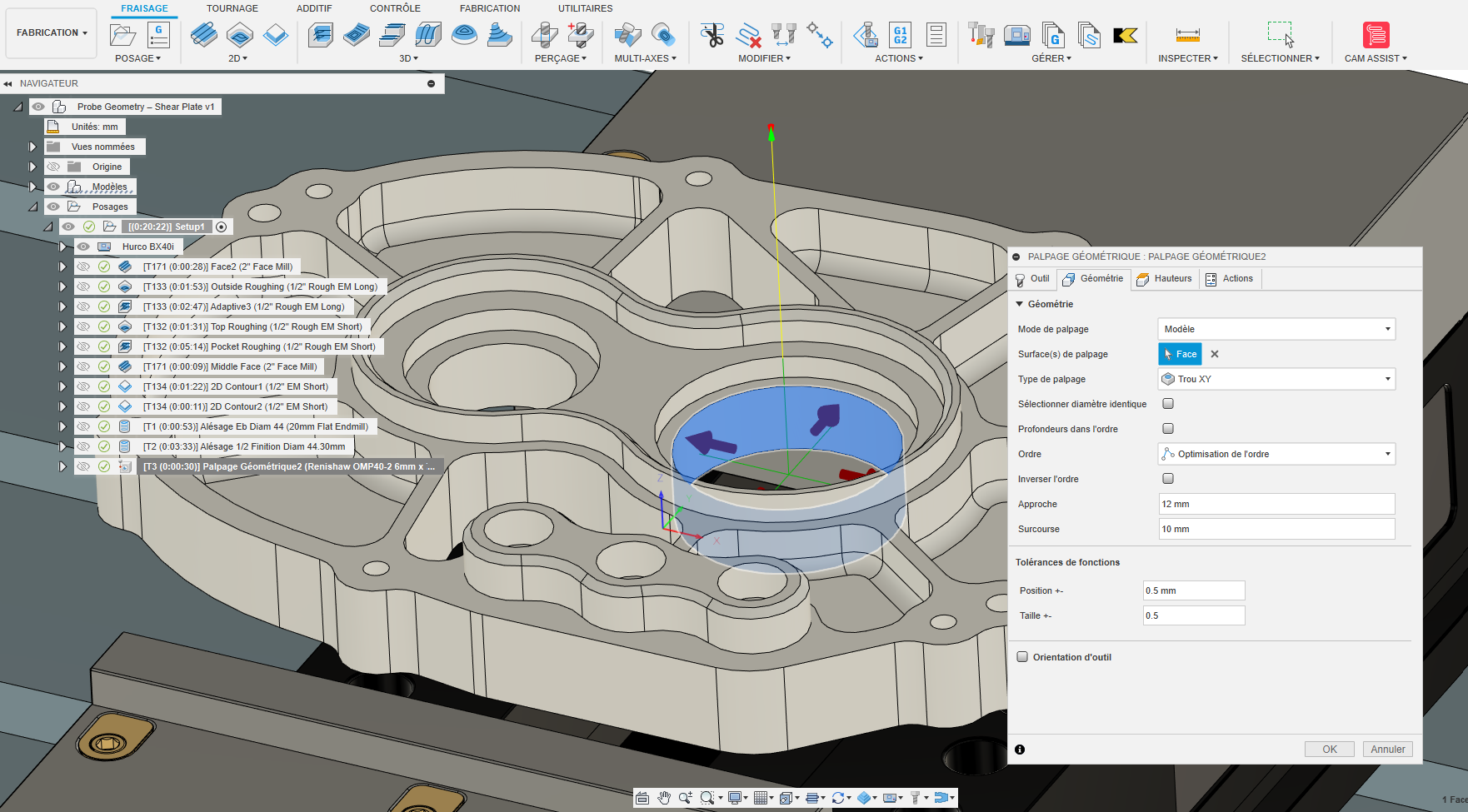
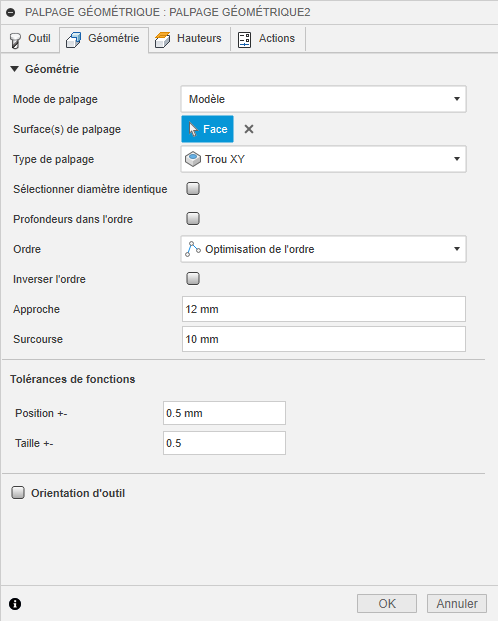
- Sélectionnez ensuite dans l’onglet GEOMETRIE le mode de palpage (Palpage du BRUT ou MODELE),
- Puis les surfaces à palper (exemple le trou diam 44.45H7)
Automatiquement Fusion vous propose des Type de palpages en fonction de l’analyse de la surface (Ex : Trou X/Y)
- Dans TOLERANCES ET FONCTIONS vous pouvez définir une tolérance +/- du centre de la surface palpée (X Y) par rapport à son centre théorique. :
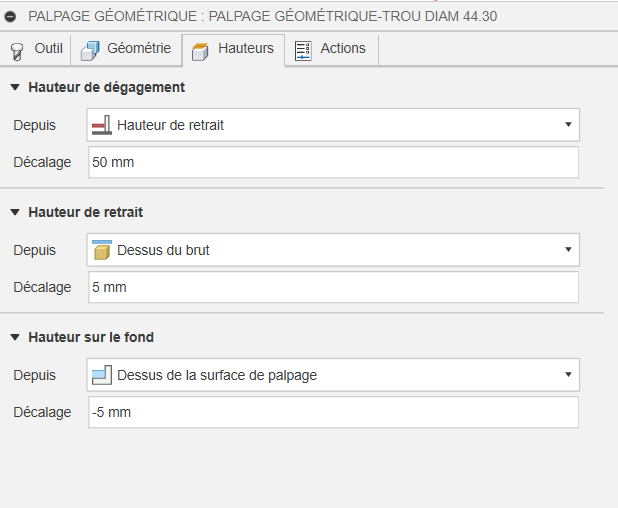
-Dans l’onglet HAUTEURS : Paramétrez vos hauteurs de dégagement/retrait/mesure, pour éviter les collisions :
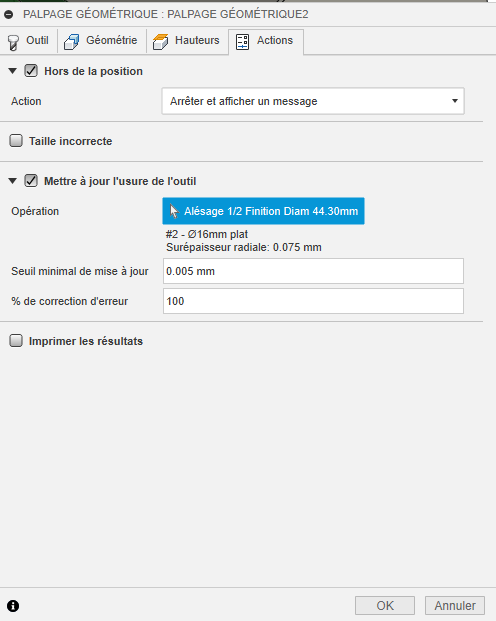
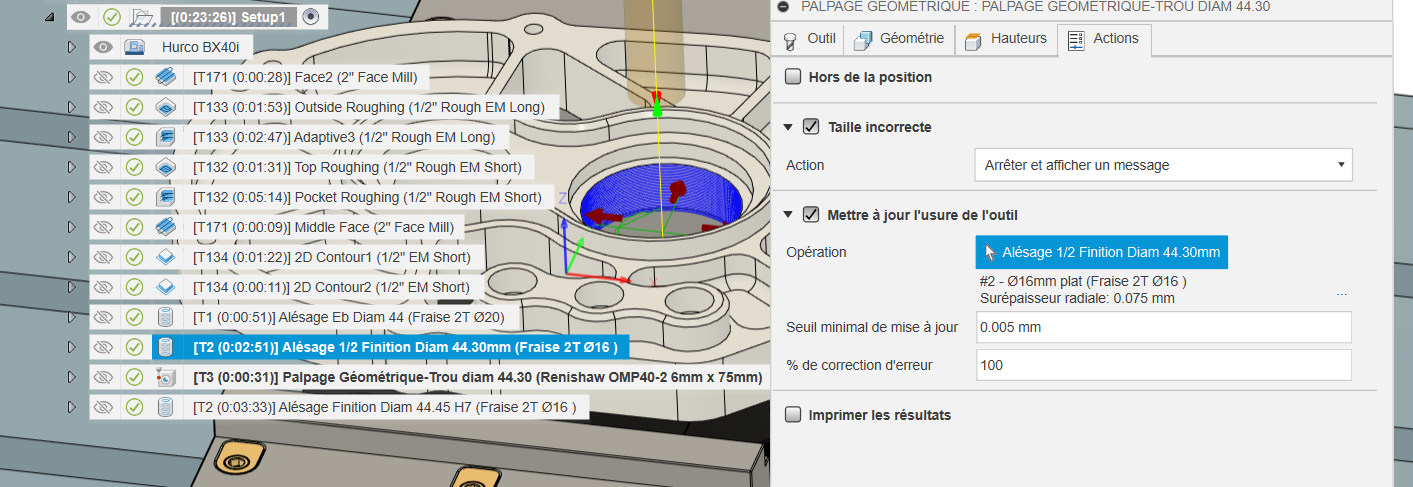
- Enfin dans l’onglet « ACTIONS », cochez « Taille incorrecte » Action : « Arrêter et afficher un message » pour arrêter le palpage et afficher un pop-up sur la machine CNC si la taille de la fonction géométrique dépasse les tolérances :

- Cochez également « Mettre à jour l’usure de l’outil » afin d’appliquer une correction d’usure sur l’outil, si la taille du trou palpé est incorrecte par rapport au théorique.
Sélectionnez l’opération d’usinage, qui comporte l’outil à corriger en usure outil :
- Vous pouvez ensuite ajouter une opération d’Alésage Finition du trou, pour terminer l’usinage avec la fraise corrigé et contrôlée :
- Cette méthode d’utilisation vous permet un outil contrôlé, vous garantit une qualité de précision et évite les rebuts de pièces dus aux réglages de correcteurs d’usure.
RENDEZ VOUS LE 29/03/2024 à 11H :
POUR UN WEBINAIRE DEDIE AUX POSSIBILITES DE PALPAGE CNC SUR FUSION
Inscriptions ici => https://register.gotowebinar.com/register/7784099658182555226
Pour toute question supplémentaire n’hésitez pas à contacter notre support : support@aplicit.com
Rendez-vous le mois prochain pour un nouveau sujet, sur le Blog APLICIT ! 😉









Laisser un commentaire